全国服务热线
0755-23197339
0755-23197339

联系人:肖经理
电话:0755-23197339
传真:0755-29859300
手机:13828771664
地址:深圳市光明区公明街道上村社区莲塘工业城B区第19栋101、第20栋
图2-18为额定工作压力20MPa的派克液压马达的壳体,是形状较为复杂的薄壁铸件。五个等分的活塞缸孔与安装偏心轴的轴承孔相互垂直。其主要表面的尺寸精度,尤其是几何形状和相互位置精度要求如图2-18中所示。该铸件用QT600一3材料。铸件加工前需人工时效,粗加工后应安排正火达硬度HB240-270。

壳体的加工工艺顺序一般为:
(1)在平台上划线,定出适当的车加工余量。
(2)车156处至划线,以此作粗基准。
(3)掉头,夹持156处,车制156的大面孔和80的轴承孔,两孔须保证同轴度,要求在机床上做到“一刀落”。
(4)掉面,将轴承孔80处倒角4.2×45°,准备键加工基准。
(5)以大面孔端面和152H7处为主要定位基准,将壳体装夹于图2-19所示的三头组合镬床工作台上。上面用锥形棒自动定心在80H7的倒角处,进行缸孔端面镋、铣加工和缸孔的粗精精镋。
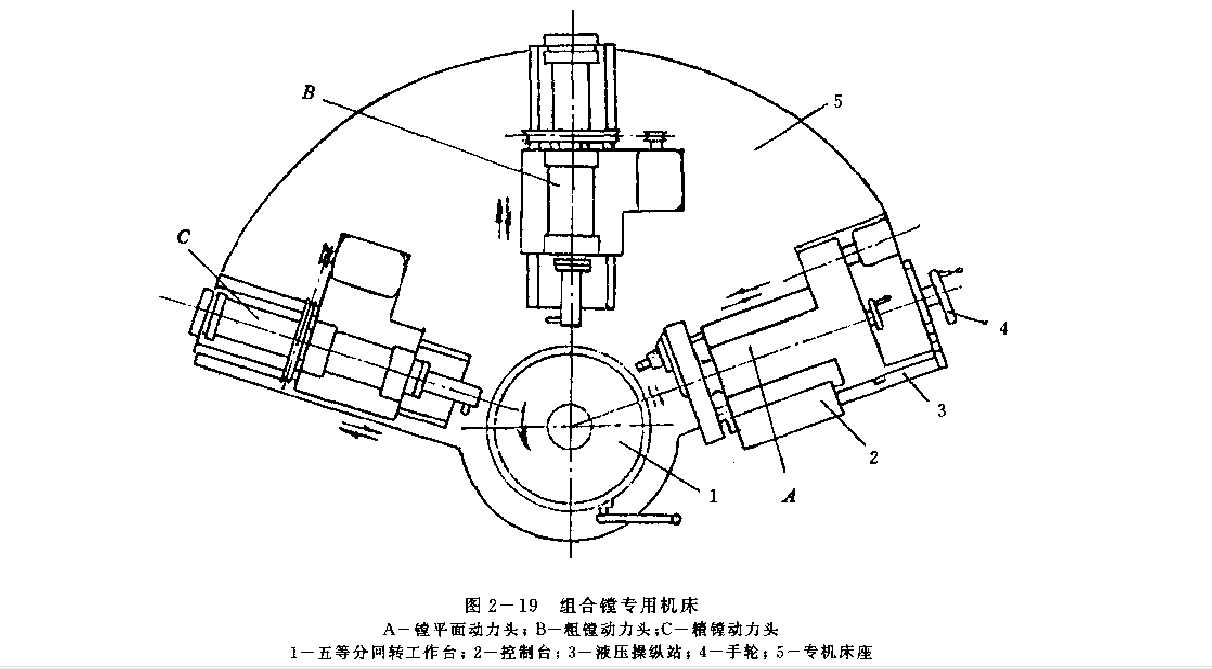
图2-19所示的三头组合锉床,它是按五等分(72°夹角)圆周布置的口动力头A镬平面,B,C动力头膛孔。三个动力头通过滑鞍均固定在同一扇形床面5上。在床面的中心,设置有五等分回转工作台1.撞平面动力头用手轮控制进刀退刀,键孔动力头采用液压进给,由电、液控制实现半自动工作循环。回转工作台每次转位,均需定位和夹紧锁定,工件安装在其上,依次完成端面和孔的粗、精加工。缸孔端面的俊削与普通锁床上的平旋盘相似。产品批量不大时,缸孔及其端面的锁削,可在普通卧式万能镬床上进行。
(6)若大批量生产时,可在图2-19专用机床上再安排两台动力头,分别完成五个缸孔端面的钻底孔和攻丝的任务。无条件卸下工件后,手工完成。
(7)钻大面处的安装孔,攻丝5×M10.
(8)钻定位销孔6H8。
(9)钻安装配流体面处的安装孔及攻丝。
(10)对缸孔5×46H7进行琦磨或滚压,达到表面粗糙度要求。
(11)去毛刺,彻底清除壳体内壁处切屑等污染物。
(12)检验、入库。